
服務(wù)熱線
13702918602












開平厚度; 0.625 mm
剪切長度: 4—12m
開平寬度: 500—1500mm
剪切厚度: 0.5 20 mm(Q235);Q345時板厚≤16mm
定尺精度: 長度 ≤1.5mm(1000mm板長);
對角線 ≤2mm(1000mm板長);
切邊鐮刀彎 ≤5mm(12000mm板長)
生產(chǎn)線速度: 卷材厚度
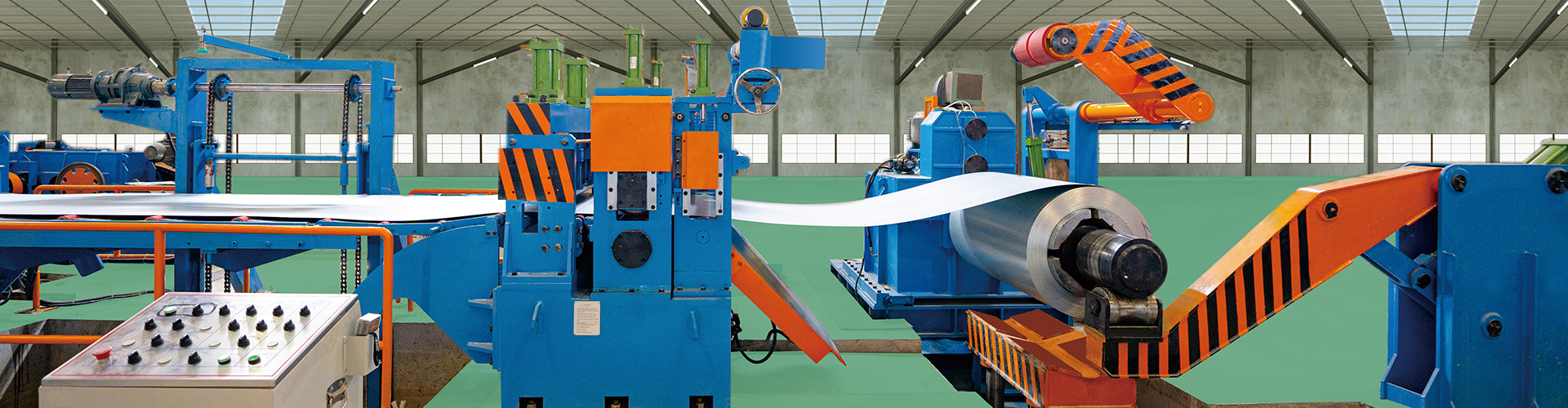
整 平機的滾簡排列是上9下11, 這樣滾簡排列方式就要求材料上入式進整平機,也就是材料的彎曲度向下進入整平機。 整平機滾筒排列都是上排滾簡是單數(shù),但有也專為沖壓產(chǎn)品要求下入式進料訂做的整平機,這時如果上入料進料就不能整平了,所以要確定整平機的滾筒排列,選擇正確的入料方式才能整平材料、簡單的確定入料選擇上入式還是下入式,如果原材弧度和整平前相反,說明整平壓力過大,四個整平調(diào)節(jié)手柄向下旋轉(zhuǎn)過多,需要適當(dāng)向上旋起,如果弧度只是變大,說明整平壓力過小,四個整平調(diào)節(jié)手柄要繼續(xù)向下旋轉(zhuǎn),如此反復(fù)調(diào)整,直到原材料達整平度要求,
整平機滾筒排列都是上排滾簡是單數(shù),但有也專為沖壓產(chǎn)品要求下入式進料訂做的整平機,這時如果上入料進料就不能整平了,所以要確定整平機的滾筒排列,選擇正確的入料方式才能整平材料、簡單的確定入料選擇上入式還是下入式,如果原材弧度和整平前相反,說明整平壓力過大,四個整平調(diào)節(jié)手柄向下旋轉(zhuǎn)過多,需要適當(dāng)向上旋起,如果弧度只是變大,說明整平壓力過小,四個整平調(diào)節(jié)手柄要繼續(xù)向下旋轉(zhuǎn),如此反復(fù)調(diào)整,直到原材料達整平度要求,
掃一掃手機網(wǎng)站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com